
张力控制在造纸工业、胶粘带生产、电线电缆制造、包装业、纸张加工业、薄膜生产、印刷工业等行业广泛应用。在以上行业的生产中要保证产品的质量必须要保证所生产的产品的张力恒定。
张力控制系统的组成(见附图):
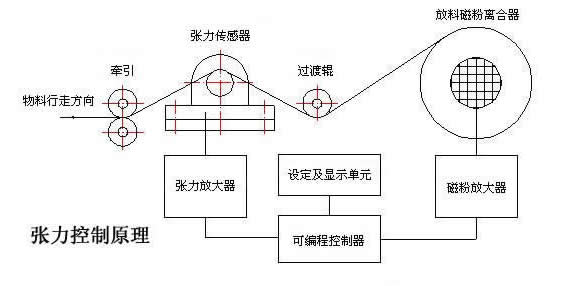
1)牵引部分:牵引一般采用速度控制的动力机构,他的主要任务是牵引着产品向前运行。
2)张力检测部分:它处于牵引和放卷或收卷之间,当生产的产品经过张力检测部分时,他能检测出动态瞬时的张力的大小。它是对张力直接进行检测,与机械紧密地结合在一起,是没有移动部件检测方式。通常采用两个张力传感器配对使用,将它们装在检测导向辊两侧的端轴上。原料通过检测导向辊施加压力,使张力传感器敏感元件产生位移或变形,从而检测出实际张力值。
3)张力放大器:是将张力检测部分检测出的实际张力信号通过张力放大器放大,由于张力传感器检测出的信号非常小,应用在工业控制上无法使用,所以需要将张力检测出来的信号放大成的0-10V或4-20MA标准信号,供给PLC及其他工控产品运用。
4)PLC及显示设定:当将张力信号转变成标准信号便于PLC接收,信号进入PLC后与显示设定值进行比较,由PLC对张力检测信号进行运算,再将运算后的标准信号送到执行部分。
5)磁粉放大器:接收由PLC送来0~10V 电压信号,输出电压:0~24VDC,电流:≤4A,可直接驱动执行机构磁粉离合器/制动器,由于磁粉离合器/制动器所需的电流及电压较大必须采用放大器。
6)磁粉离合器/制动器:是最后的执行机构,产品上的张力大小完全由磁粉离合器/制动器产生。
张力控制的主要方式
张力控制方式一般分为开环控制方式和闭环控制方式两种。开环控制是直接用具有类似卷绕特性n=kD(n 为转速,k为常数,D为卷辊直径)的电动机来传动卷绕机构,采用PLC直接运算获得近似的恒张力运行,他是没有张力检测环节,开环控制随机性差,控制精度低。闭环张力控制有张力检测环节控制,在实际生产过程中,将被调量即张力进行反馈给PLC,与给定张力相比较,然后利用差值由PLC进行运算调节,对被控对象进行调节,使输出张力满足实际需求,这种控制方式称为直接张力闭环控制,这种方法不必考虑各种补偿,可以消除稳态误差,控制精度较高。
张力控制系统应用性能分析
张力控制系统通常包括张力检测机构、张力控制器、张力调节机构等。根据张力检测方式和应用场合的不同,张力控制系统可有多种具体应用方案,对其应用性能分析如下:采用张力传感器直接检测方式,直接测定原料的实际张力值,然后把张力值采用张力信号放大器转换成张力信号反馈给PLC,通过此信号与控制器预先设定的张力值对比,由PLC计算出控制信号,自动控制执行单元调节实际张力值与预设张力值相等,以达到张力稳定目的,它是目前较为先进的张力控制方法。
本文介绍了张力形成及张力控制的有关问题,对实际工程的应用具有一定的参考价值 。